0519-85602926
工艺要求:电镀生产线有三个槽,工件由装有可升降吊钩的行车带动,经过电镀、镀液回收、清洗等工序,实现对工件的电镀。工艺要求为:工件放入镀槽中,电镀280s后提起,停放28s,让镀液从工件上流回镀槽,然后放入回收液槽中浸30s,提起后停15s,接着放入清水槽中清洗30s,最后提起停15s后,行车返回原位,电镀一个工件的全过程结束。
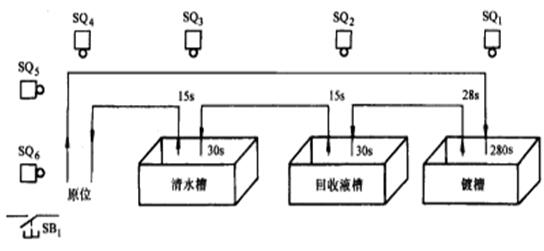
电镀工艺流程图
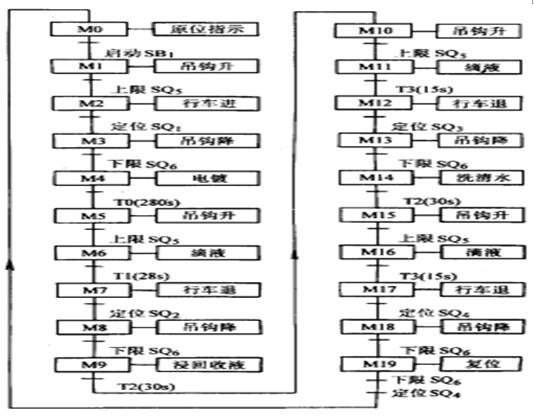
控制流程图
•吊钩上升 按下启动按钮SB1,吊钩上升,当碰到上限位开关SQ5后,吊钩上升停止。
•行车前进 在吊钩停止的同时,M2接通,行车前进。
•吊钩下降 行车前进至压下限位开关SQ1,行车停止前进;同时M3接通,吊钩下降。
•定时电镀 吊钩下降至下限开关SQ6时,吊钩停止下降。同时T0开始计时,定时电镀280s。
•吊钩上升 T0定时到,使M5接通,吊钩上升。
•定时滴液 吊钩上升至压下SQ5时,吊钩停止上升,同时T1开始计时,工件停留28s滴液。
•行车后退 T1定时到,使M7接通,行车后退,转入下道工序。
PLC的选型
由于PLC组成的控制系统有输入信号14个,均为开关量。其中按钮开关6个,行程开关6个,选择开关1个。该系统中有输出信号5个,其中两个用于吊钩升降电动机正反转控制接触器KM1和KM2,两个用于行车正反转控制接触器KM3和KM4,1个用于原位指示。控制系统选用FX2N-32MR,I/O点数均为16点,满足控制要求,而且还有一定的余量。
PLC地址编号
|
输 入 信 号 |
输 入 信 号 |
||||
|
名 称 |
功 能 |
编 号 |
名 称 |
功 能 |
编号 |
|
SB1 |
启动 |
X000 |
SQ4 |
行车限位(后退) |
X014 |
|
SB2 |
停止 |
X001 |
SQ5 |
吊钩限位(提升) |
X015 |
|
SB3 |
吊钩提升 |
X002 |
SQ6 |
吊钩限位(下降) |
X016 |
|
SB4 |
吊钩下降 |
X003 |
输 出 信 号 |
||
|
SB5 |
行车前进 |
X004 |
名 称 |
功 能 |
编号 |
|
SB6 |
行车后退 |
X005 |
HL |
原位指示灯 |
Y000 |
|
SA |
选择开关(点动) |
X006 |
KM1 |
吊钩提升电机正转接触器 |
Y001 |
|
SA |
选择开关(自动) |
X007 |
KM2 |
吊钩提升电机反转接触器 |
Y002 |
|
SQ1 |
行车限位(前进) |
X011 |
KM3 |
行车电动机正转接触器 |
Y003 |
|
SQ2 |
行车限位(后退) |
X012 |
KM4 |
行车电动机反转接触器 |
Y004 |
|
SQ3 |
行车限位(后退) |
X013 |
|||
PLC梯形图程序
电镀生产线的PLC控制程序,包括点动操作和自动控制两部分。
1).点动操作:设有行车的进和退操作,吊钩升降操作。
2).自动控制通过状态流程图,可以看到生产线是典型的顺序控制,主要由单干序列构成,通常采用移位指令来实现控制要求会更方便。由于急停或停电后,可通过点动操作完成剩下的工序或者返回原位,因此辅助继电器采用了无断电保持的通电辅助继电器,定时器也采用了常规定时器。
常州plc培训中心-和讯自动化欢迎您!